Die Kunden
machen mich noch fertig... Alle wollen
NEMA 34 Motore !?
Rechts mal
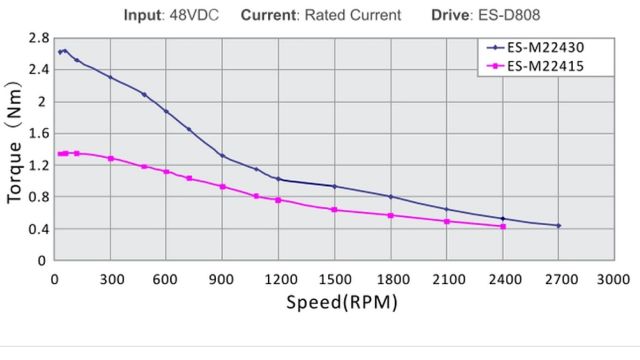
die Drehmomentkurven von drei Schrittmotoren
im Closed-Loop-Betrieb.
Sehen
Sie
sich die Leistung dieser Motor mal unter
gleichen Bedingungen an. Nehmen wir eine
Versorgungsspannung von 48 Volt und eine
Drehzahl von 1080 U/min, was bei 10 mm Spindelsteigung
>10000 mm/min entspricht. Der 2 Nm-Motor
hat dann noch 1,1 Nm. Der 4 Nm-Motor hat
dann noch 0,6 Nm und der 8 Nm-Motor hat
dann noch 0,8 Nm. Leadshine liefert ja auch
einen 3 Nm-Motor in NEMA 24 Ausführung (ES-M22430)
unten im Bild.
Dieser Motor hat noch mehr Leistung wie
der 2 Nm-Motor im Bild links oben.
Schrittmotore
mit kleinerer Leistung (NEMA 23 oder NEMA
24) benötigen nur eine etwas größere
Hochlaufzeit zur Beschleunigung der Massen
(etwa 300 mSec), aber dann
sind diese genau so schnell wie die "großen
Brüder" - zumeist sogar schneller.
Das gleiche Verhalten zeigen auch normale
Schrittmotore an normalen Endstufen.
Nur
wenn Sie langsam fahren, bieten diese NEMA
34 Motore höhere Kraft und Genauigkeit im
Schrittwinkel (größerer Rotordurchmesser).
Meine Maschinen sind für NEMA 23 oder NEMA
24 ausgelegt. Gute Motore wie vom Bene bei
einer normalen Steuerung genügen immer.
Wenn Sie wirklich NEMA 34 wollen, müssen
Sie einiges an "Moos" drauflegen...
Der 3-Nm-Motor rechts im Bild hat einen
Befestigungsabstand von 50 mm, also nicht
47 mm, wie bei meinen Fräsen geplant!
Noch
was! Alle Kugellager und Antriebsteile sind
für etwa 4 Nm ausgelegt. Durch die Untersetzung
vom Schrittmotor zu den Spindeln von 1:1,25
haben die 3-Nm-Motore bei der P2 und P3
ja eigentlich 3,75 Nm Drehmoment an den
Spindeln.
Grundlagen
über Schrittmotore finden Sie auf meiner
alten Seite unter Antrieb/Schrittmotor.
Gibt viel zu lesen, je nach Speicherjahr:
http://web.archive.org/web/20120120115538/http://www.mixware.de/index.html
|

|
Einige offene
Fragen zu Closed Loop Systemen.
Ein
Text von der Leadshine-Seite:
When an ES-D1008 easy
servo drive is implemented with a Leadshine ES-M series
easy servo motor, there is No Configuration Needed for
almost all applications. The output resolution from
ES-D1008 with the output resolution defaulted to output
resolution of 2,000 pulses per resolution (equal to
10 microstep in 2-phase stepper systems). Via DIP switches,
a user can also easily changes the output resolution
to one of 15 output resolutions 800 to 51,200 (equal
to 4-256 microstep in 2-phase stepper systems). With
Leadshine configuration software, ProTuner, an advanced
user can also set custom settings of resolution, current
& position loop parameters, idle current percentage,
etc.
Beschreibung der Motore: als pdf: hier
Erkundigen Sie sich bitte, welche
Auflösung dieses Closed Loop System das
Sie kaufen wirklich hat.
Der günstige bzw. einfache Encoder hat ja 1000 Pulse pro Umdrehung. Der
Encoder hat aber zwei Lichtschranken (eine für Position
und eine für Drehrichtung). Diese beiden Lichtschranken
sind genau 90 Grad versetzt an der Scheibe angebracht.
Darum haben diese zwei Lichtschranken bei 1000 Pulsen
pro Umdrehung 4000 Zwei-Bit-Muster für die Auswertung.
Es ergeben sich nun folgende Kombinationen,
die sowohl Stellung wie Richtung darstellen: 1/1 1/0
0/0 0/1 Man spricht hier von Quadratur
der Signale.
In
der Grundeinstellung der Leadshine-Endstufen werden
also durch diese Quadratur der Signale von Stellung
und Richtung pro Umdrehung des Schrittmotors 4000 Positionen
erfaßt. Somit ist ein
2-Phasen-Motor kontrolliert und sicher mit 1/20 Schritt zu steuern. Das
entspricht dann einer Auflösung von 2,5 ym (0,0025 mm)
bei einer 10 mm Spindelsteigung. Rechnen
Sie aber immer mit einem Bit plus/minus Fehler, was
5 ym entspricht. Dieser maximale Fehler von 0,005 mm ist an der Fräsfläche sehr gut sichtbar und sehr "unschön".
Auch hat so ein Schrittmotor ja schon fast 5 % Fehler
bei der Positionierung eines Inkrements, was bei einer
10 mm Steigung im Maximalfall auch schon wieder 2,5
ym Fehler entspricht.
Sie
müssen immer 1/16 oder 1/20 Schritt bei 10 mm
Spindelsteigung an der Endstufe einstellen, nur dann
haben Sie gute Fräsoberflächen. Darum fragen Sie nach, ob mit diesem System sichere
Mikroschritte möglich sind, ohne dass Sie als Programmierer
tätig werden müssen. Diese Systeme können eigentlich
alles, aber können Sie diese Systeme auch einstellen
bzw. programmieren?
Das
ist die Beschreibung einer solchen Endstufe: hier
Ein normaler Schrittmotor im 1/16 Schritt hat eine Auflösung von 0,3125/100 mm (0,003125
mm)
an einer 10 mm Steigung der Spindel bei 1:1 Übersetzung!
Bei einer Fräsung eines Kugellagersitzes
benötigen Sie eine echte Auflösung von etwa 2,5 ym (0,0025mm)
und das ist ja nur bei 1/20 Schritt möglich. Auch sind
95 % der Fräsen durch ihren mechanischen Aufbau ja gar
nicht in der Lage, solche Genauigkeiten zu fahren. Machen
Sie sich nichts vor, wenn Sie eine Genauigkeit von 0,015
mm schaffen, dann haben Sie schon eine sehr gute Fräse.
Meine Firmen-Fräsen schaffen etwa 0,01 mm Genauigkeit, mehr
ist nicht drin (nur die Spindeln kosten dabei schon
3000€).
Kümmern Sie sich lieber um spielfreie Antriebe und deren
Festlager. Das Umkehrspiel bei China-KUS liegt zumeist bei etwa 0,03 bis 0,06
mm. Meine Neff-Antriebe haben garantiert
unter 0,02 mm Achsialspiel (Mutter inkl.
Festlager). Und darum ist etwa 1/100 mm Genauigkeit die Richtlatte für Fräsen
bis etwa 10000 €.
Das Hauptproblem an einem Closed-Loop-System ist, dass
dieses ja eigentlich erst bei Schrittverlust aktiv wird. Erst dann werden
Schritte nachgeführt und der Strom erhöht. Sehen Sie sich dazu mal die
Parameter an, die mit einer extra Software eingestellt werden können (echt
nicht leicht). Was nützt es mir, wenn eine Regelung nach der Zerstörung der
Fräsoberfläche gemacht wird? Darum gute Endstufen und Motore (wenn möglich im
1/10 oder 1/20 Schritt, dass bei der Berechnung der Position die Kommastellen
wegfallen). Eine einfache Frage, wie wollen Sie im 1/8 oder 1/16 Schritt genau 0,01 mm
weit fahren? Das ist durch die Auflösung ja eigentlich gar nicht machbar, auch
wenn das manche „Könner“ auf einer Meßuhr das so zeigen.
Grundeinstellung solcher
Endstufen: http://www.leadshine.com/UploadFile/Down/ES-DHhm_V0.1.0.pdf
Es gibt natürlich auch andere Hersteller solcher Systeme z.B. hier
mit weit höheren Auflösungen...
Die
Chinesen haben echte Probleme am Markt, darum fallen
die Preise bei Closed Loop Systemen:
http://de.aliexpress.com/item/Closed-Loop-Stepper-Driver-57-Sets-2n-m-fit-for-Carving-Machine/32453060501.html
- auch mit 3 NM-Motoren möglich!
Günstige Motore, die Sie auch für
die P2 verwenden können: http://www.pro-tos.de/shop/Schrittmotoren/Schrittmotor-24H290-42-4-3-0-Nm.html
Dazu
günstige Endstufen, die Sie natürlich auch verwenden können: http://www.pro-tos.de/shop/Endstufen/Endstufe-HP-5042-4-2A-50V.html
Beachten Sie aber bitte, dass diese Endstufen nicht über 50 Volt betrieben werden dürfen (48 Volt sind ideal).
Hallo
liebe Kunden, ab sofort können Sie auch
den 60 mm
3 Nm - Nanotec - Motor in meinen Fräsen
verbauen.
Die
Teile werden breiter gefräst. Sie können also
eigentlich alle Motore mit 60 mm Breite montieren
(oder Sie sagen vor Auslieferung der Fräse, welchen
"Sondermotor" Sie verwenden wollen,
dann passe ich die Aufnahme an).
Rechts
mal zwei Drehmomentkurven von einem 60 mm
Nanotec Motor mit 3 Nm (in blau) und
dem 60 mm Motor mit 3 Nm von Benezan (in
grün). Die auslaufenden Kurven sind von mir nur geschätzt.
Unten sehen Sie mal die Umrechnung in Drehzahl
(1/s schaut zwar gut aus, dürfte aber vielen
Kunden nicht viel sagen). Eine Volkswahrheit
sagt: „Darum prüfe wer sich ewig bindet, ob sich
nicht was Bessres findet“. Schrittverluste werden Sie immer bei der Zustellung
mit hoher Verfahrgeschwindigkeit oder in
"Fräsecken" erhalten, wenn Sie
zu schnell fahren. Beim Fräsen
mit normaler Geschwindigkeit haben Sie solche
Probleme aber nicht. Der Motor vom "Bene"
läuft sehr linear in einem weiten Bereich
mit sehr hoher Kraft und Genauigkeit und
auch bei schnellen Zustellungen haben Sie
da keine Probleme. Beide Motore können Sie
bei Sorotec kaufen:
https://www.sorotec.de/shop/Schrittmotor-4-2A-Bipolar---3NM-Nanotec.html Nanotec
Motor
im Bild blau
http://tecno-world.com/shop/product_info.php?products_id=62
Benezan Motor
im Bild grün
https://www.pro-tos.de/shop/Schrittmotoren/Schrittmotor-24H290-42-4-3-0-Nm.html
oder sehr günstig und
auch gut
|

Mehr
Strom bei gleicher Spannung bringt natürlich
auch mehr Leistung.
|
|
Welche Leistung braucht der Motor
für eine sehr gute Dynamik der Fräse?
Eine Faustformel bei 10 mm Spindelsteigung ist, dass der
Motor in der X/Y-Achse etwa 1 Nm pro 10 Kg bewegtem Material haben sollte. In
der Z-Achse bei 5 mm Steigung sollte der
Motor auch etwa 1 Nm pro 10 Kg Gewicht der Z-Achse haben. Alle Angaben im
Vollschritt des Motors (Im Mikroschritt hat der Motor ja nur die Leistung Vollschritt
/ 1,414 - darum muss im Mikroschritt der Strom höher eingestelt werden, um den
Motor auszulasten und normale Leistung zu
erzielen). Je kleiner der „L-Anteil“ des
Motors ist (induktiver Wert des Motors
bzw. dessen Spulen), desto schneller und drehfreudiger ist normal der Motor.
Ein guter 3-Nm-Motor hält in der Z-Achse
mit 5 mm Spindelsteigung > 20 kg Gewicht,
ohne dass die Z-Achse von selbst nach dem
Ausschalten der Anlage nach unten läuft.
Das sind natürlich nur „Etwa-Angaben“, da verschiedene Motore
auch bei gleicher "Nm-Angabe des Verkäufers" sehr unterschiedliche Leistung bei höherer Drehzahl
haben. Darum gute Motore wie vom Benezan, mit sehr hoher Kraft auch im oberen
Drehzahlbereich. Achten Sie bei einem Schrittmotor
z.B.
3-Nm-Motor auf Werte wie < 2,5 mH und
< 1 Ohm Spulenwiderstand, dann haben
Sie einen "schnellen" Motor.
Machen Sie in der Z-Achse keine Stromabsenkung nach
Stillstand des Motors, wie man das bei den Endstufen einstellen kann. Die
Z-Achse gibt automatisch dann nach und wird weiter nach unten wandern. Nicht
weit, aber selbst 0,003 mm sehen Sie an der Fräsoberfläche sehr schön. Auch
können Sie dadurch Schrittverluste erhalten, wenn der Motor nicht immer voll
bestromt ist, aber immer die gleiche Kraft auf den Motor wirkt (auch manche
Endstufen verhalten sich da sehr "komisch"). Da der
Motorstrom ja beim erneuten Verfahren wieder erhöht wird und dann noch z.B. einen
Schritt machen muss. Also von der falschen Stellung auf die richtige Stellung
und dann noch einen Schritt weiter. Bei
einem 5 Ampere Motor einfach 4,2 Ampere
einstellen, dann wir dieser normal nicht
zu heiß (bis zu 60 Grad ist ja alles in
Ordnung). Eine ander Frage ist, wozu man
eigentlich eine Stromabsenkung machen sollte.
Sind die Netzteile so teuer, dass man an
die Grenze gehen muss? Auch X/Y-Motore geben
bei Sromabsenkung nach, ist ja klar, wenn
nur noch 50 % Kraft vorliegt. Darum überlegen
Sie sich die Sache mal. 6,7 Ampere-Netzteile
reichen normal immer für drei Stück 5 Ampere Motore,
auch ohne Stromabsenkung, wenn der Motorstrom
auf etwa 4,2 bis 4,5 Ampere eingestellt
ist. Er muss ja auch reichen, wenn Sie 3-D-Bilder
fräsen.
|
|
Eine
gute Steuerung ist die halbe Maschine. Darum kaufen Sie Qualität!
|
|
Umbau der Fräse auf Servomotore. Die Kugelumlaufmuttern von
NEFF sind für maximal 2000 U/min ausgelegt. Chinaware schafft maximal 1000
U/min! Natürlich können Sie mit den angetriebenen Muttern eine weitaus höhere
Drehzahl machen, aber mit der Zeit wird die Kugelumlaufmutter zerstört. Ich
halte nichts von Servo`s, da viel zu kompliziert einzustellen. Von
Spannungsüberhöhungen beim Bremsen am Netzteil gar nicht zu sprechen. Ohne
Bremse läuft die Z-Achse natürlich beim Ausschalten runter usw. usw. Schrittmotore
eignen sich einfach besser für eine Hobby-Fräse.
Die Versorgungsspannung der Endstufen sollte
über 45 Volt sein. Dazu die richtigen, digitalen
Endstufen:
|
Der neue Leadshine Microstep Driver DM556
Diese Endstufen sollten Sie für normales Arbeiten in 1/8-Schritt
betreiben.
Bei
einer Steigung von 4 mm haben Sie dann eine Auflösung von:
4 mm
/ 1600 Schritte = 0,0025 mm pro Schritt.
Bei
einer Steigung von 5 mm haben Sie dann eine Auflösung von:
5 mm
/ 1600 Schritte pro Umdrehung = 0,003125 mm pro Schritt.
Bei einer Spindelsteigung
von 10 mm bitte minimal 1/16 Schritt einstellen!
Info! Am SW 4 (Schalter
4) können Sie die 50 % Stromabsenkung im Stillstand einstellen.
Wenn Sie diesen Schalter unter Strom aber einfach ein- und wieder ausschalten, so stellen diese Endstufen
intern die richtige Art der Bestromung für Ihre Motore ein, dieser
Wert wird dann gespeichert ( nicht den Betriebsstrom, den bestimmen
Sie! ). Diese Endstufen bleiben in Betrieb fast kalt, es ist also
keine starke Kühlung erforderlich. Bei einem Metallgehäuse läuft
diese Endstufe auch ohne Lüfter.
Mehr Leistung geht ja
immer. Z.B. mit einer 80 Volt Endstufe. Natürlich benötigen
Sie dazu auch ein anderses Netzteil. Etwa 60 Volt ist
dazu die richtige Spannung. Für drei dieser Endstufen benötigen
Sie aber zwei 60 Volt, 6 Ampere Netzteile in einer besonderen
Verschaltung
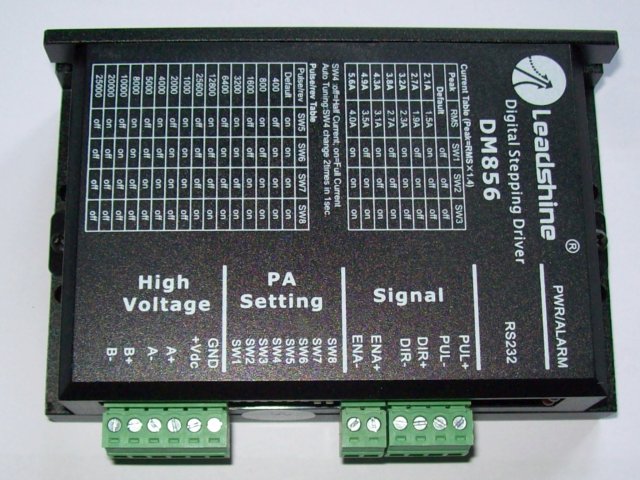
DM856 Leadshine Digital 20-80VDC 0,5 - 5,6A
|

Darum geben Sie einfach "Gas"
bei der Spannung für die Versorgung der
Endstufen/Schrittmotore. Für die Versorgung
der "normalen" Steuerung benötigen
Sie aber dann manchmal ein extra Netzteil.
12 oder
24 Volt Kleinnetzteile sind aber sehr günstig
und auch sehr klein in ihrer Bauart. Die
teuersten Netzteile > hier.
Sehen Sie im WEB nach...
|
Beachten Sie bitte auch die MX3660 Endstufe von Leadshine. Ein 3-Axis Stepper
Drive with Breakout Board & I/O’s:
http://www.leadshine.com/UploadFile/Down/MX3660hm_V1.0.pdf
Oder Sie verwenden die Triple BEAST
mit 48 Volt Netzteil, aber bitte nicht bei 10 mm Spindelsteigung (ein 48 Volt 10 Ampere Netzteil
ist dafür ideal):
Stellen Sie den Strom für die
Motore so ein, dass diese im Dauerbetrieb etwa 40 bis maximal 65 Grad warm werden
(Die Schrittmotore müssen warm werden, denn nur dann arbeiten diese
an ihrer Leistungsgrenze. Bleiben die Motore kalt, so haben Sie
zu wenig Strom eingestellt und die Motore arbeiten nicht mit voller
Leistung). Die
EMS-Schrittmotorhalter arbeiten ja wie Kühlkörper, durch das starke
Alumaterial wird die Wärme des Motors auf die Aluteile der Maschine
abgeführt.
Bei
10 mm Spindelsteigung und einem 3 Nm-Motor
schalten Sie
bitte die Stromabsenkung im Stillstand der
Motore aus. Ein Schrittmotor der mit nur
50% Strom versorgt wird hat bei 10 mm Steigung
nicht mehr die
Kraft, seine Position beim Fräsen sicher
zu halten.
|
Der Weg ist das Ziel.
Unten ist ein Weg
aufgezeigt. Es gibt natürlich auch andere Wege, die Sie unten
lesen können. Andere Steuerungen können vom Computer aus auch das Breakout4
ersetzen und die Endstufen direkt ansteuern. Lesen - lesen - lesen...
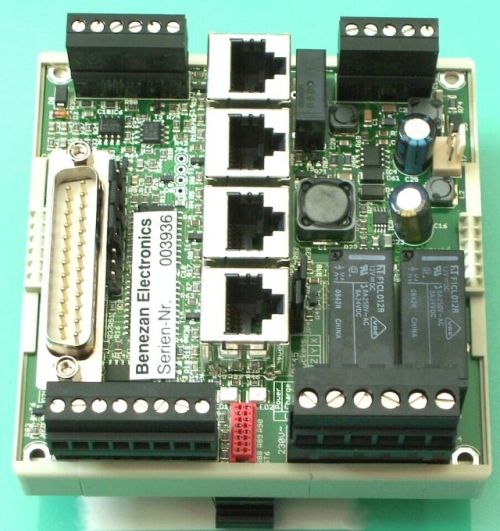
Unten der Weg der Steuersignale. Vom Computer
zum Breakout4 direkt oder über z.B. WIN-PCNC-USB usw. (mit vorgeschaltetem
USB.- oder Ethernetinterface). Dann weiter über ein Kabel zum speziellen
Adapter für digitale Endstufen. Die Endstufe ist somit versorgt (natürlich
auch vom Netzteil, das getrennt angeschlossen wird). Dann geht das Kabel
zum Motor (4 Adern).
|
Computerschnittstelle parallel
(Druckerschnittstelle) oder ein USB.- oder Ethernetinterface
und dann zum Interface über Parallelkabel >
|
 >
>
|
 >
>
|

 >
>
|

|
|
|
Viele CNC-Programme, viel Hardware,
viele Unklarheiten....
Kombinationen
die gut erscheinen (Verlagerung der Rechenleistung auf
einen externen Prozessor):
http://www.einfach-cnc.de/usb_schnittstelle_smooth_stepper.html
smoothstepper mit Mach3 (viel zu lernen
bei Mach3).
Aber bitte
mit Ethernetanschluß: http://www.einfachcnc.de/aid-235-SmoothStepper-Ethernet.html
und deutschem Schirm: http://www.machschmidt.de/
http://www.edingcnc.com/
usbcnc-Software mit Interface (Hardware
ohne geeignetes breakout board schwer zu integrieren).
Für beide oberen Angebote
ist ein gutes CAM aber sicher angebracht. Beide
Steuerungen laufen aber sehr sicher.
Zum Thema Steuerung muss ich hier mal eine „Lanze brechen“. Seit vielen
Jahren arbeite ich mit WIN-PCNC
(Profiversion) und
Filou ( http://www.filou.de/produkte/filou-nc12.html
). Natürlich habe ich mir auch andere Software angesehen, aber
ich kam immer wieder zu dieser Software zurück. Denke mal, für ältere
Betreiber einer Fräse ist diese Kombination nicht schlecht (die Jugend arbeitet
ja preislich günstiger z.B. mit http://www.estlcam.de/ und
http://www.bocnc.eu/
). Aber eine Vierkanttasche oder eine Kreistasche in 2 Minuten zum
Fräsen zu erstellen und dann gleich in das Fräsprogramm zu laden klingt doch nicht schlecht. Denke mal, schneller geht es
nicht, einfache 2,5D-Formen zu fräsen. Natürlich kann WIN-PCNC auch 3D in Perfektion.
Beachten Sie aber bitte, das WIN-PCNC-USB-Interface
ist nur ein Interface, erst die Profiversion hat einen
externen Prozessor.
Auch andere Lösungen sind
natürlich sehr gut und geeignet: http://www.cnc-plus.de/Software/CNCGraf---SMC4D-USB.html
Nur
mal so zum "Schmökern" in Bezug
auf Steuerungen für eine CNC-Fräse (keine
Empfehlung!):
http://www.bzt-cnc.de/de/shop/elektronik/8-steuerungen
http://www.sorotec.de/shop/index.php/cat/c402_Steuerungskonfigurator-CNC--Steuerung--Konfigurator--Set--Bausatz.html
http://www.cnc-modellbau.net/shop/index.php?cName=cncsteuerungen
oder günstig: http://www.cnc4all.at/unsere-produkte/steuerung/product/view/2/3.html
aber mit mehr Spannung ( min 48 V )!
oder bei Google: http://www.ebay.de/sch/i.html?_sacat=0&_sop=3&_nkw=schrittmotorsteuerung&_frs=
Fräsmotore ( HF-Spindeln ):
Z.B. bei: http://brand-ag.net/MyShop/ oder: hier oder: hier
oder noch günstiger: hier Oder sehr günstige "Wechsler": hier
Oder
die "ATC
Spindelmotore": http://de.aliexpress.com/cheap/cheap-atc-spindle-motor.html
(auch mit Werkzeugwechsler)
Oder Spindeln der Firma Mechatron: hier
(HF-Motorspindel 8022 inkl. vorprogrammiertem Umrichter). Ein guter Frequenzumrichter wird hier gezeigt. Die Einstellung von
FU sehen Sie hier
oder
hier
Eine sehr gute Spindel ist aber auch diese Frässpindel: http://www.sorotec.de/shop/Fraesmotoren-neu/hf-spindeln-manuell/srt-spindeln/HF-Motorspindel-luftgek-hlt-2-2kW-inkl--5-Meter-Anschlusskabel.html
Sie
suchen einen anderen FU (Frequenz-Umrichter)? http://www.mandl.it/hinweise-zur-altersschwachen-fu-aktion/
Klibo.de Klinger & Born GmbH (EBay)
Klibo.de Klinger & Born GmbH (Webseite mit Onlineshop)
Wenn Sie viel mit Fräsern mit sehr kleinem Durchmesser
arbeiten (z.B. 1 mm in Holz usw.) sollten Sie keine Kress oder Suhner Spindel
verwenden. Diese Frässpindeln halten sehr lange, wenn diese bis etwa 20000
U/min betrieben werden. Geben Sie aber Vollgas (was bei sehr kleinen Fräserdurchmessern
nötig ist), ist ein baldiges Ende vorprogrammiert. Auch
sind diese Spindeln bei hoher Drehzahl sehr laut.
Für Gravierarbeiten, Platinen fräsen oder
eben Fräsungen in leichtem Material mit sehr kleinen Fräsern sind Drehstromspindeln
viel besser. Diese Hochfrequenzspindeln gibt es ja inzwischen auch zum guten
Preis bis 40000 U/min. So eine für sehr hohe Drehzahl gebaute Spindel können
Sie dann „gemütlich“ mit 28000 U/min arbeiten lassen, ohne dass die Spindel Schaden
nimmt. Unter 12000 U/min arbeiten Sie ja eigentlich eher selten und somit können Sie mit diesen
höchstfrequenten Spindeln auch alle anderen Fräsungen machen. Achten Sie aber dann auf das benötigte
Drehmoment, was so ein 8 mm Fräser in Alu benötigt!
Kaufen Sie eine luftgekühlte Spindel
(auch sehr leise) und Spindelhalter mit
Kühlrippen wie im Shop (geht natürlich auch mit normalen Frässpindelhaltern),
dann haben Sie keinerlei Ärger mit
Flüssigkeiten, Pumpen und Schläuchen oder so Gelumpe - und günstige Spindeln
sind nicht unbedingt schlecht...
Wasser und Strom verträgt sich bei so billigen Spindeln
einfach nicht ;-) Bitte die Spindel gut erden ( PE ) und die ganze Maschine
mit ( PA ).
Normal genügt bis 6 mm Fräserdurchmesser eine 1,5 kW Spindel
für jedes Material. Nur wenn Sie viel mit 8 mm oder noch größeren Fräsern in Alu „wühlen“,
sollten Sie eine 2,2 kW Spindel kaufen.
Fast alle Spindeln in dieser
Preisklasse kommen ja aus China, darum sind die Preise
zwar sehr unterschiedlich, die Qualität ist aber fast immer gleich (achten Sie
aber auf einen geschliffenen Konus für die Spannhülsenaufnahme!). Wichtig ist
auch die Qualität der Spannhülsen für die Fräser, da dort gewaltige
Qualitätsunterschiede zwischen China.- und Top-Ware bestehen.
Wichtig! Wenn der gekaufte Frequenzumrichter schon vorprogrammiert ist, setzen Sie diesen bitte nicht auf Werkeinstellung zurück. Dann verliert dieser alle Einstellungen und der Spindelmotor kann verbrennen. Machen Sie als unterste Drehzahl minimal 4000 U/min
(besser noch 5000 U/min), gerade bei Vektorregelung kommen Sie nicht tiefer, ohne die Spindel zu beschädigen
(zu hoher Strom bei zu wenig Kühlung). Anmerkungen
zum Netzteil:
Meiner
Meinung nach muss die Stromversorgung der
Maschine immer mindestens 30% mehr als die benötigten Leistung
bringen. Zu viele Steuerungen arbeiten an
der Belastungsgrenze mit den geregelten
6,7 Ampere Netzteilen und das muss nun bei
den kleinen Preisen für ein selbst aufgebautes
Netzteil wirklich nicht sein. Von diesen
Netzteilen werden fast immer ja auch noch
das Interface, der Lüfter und die Relais
usw. gespeist. Wenn Sie also ein 6,7 Ampere
Netzteil haben, dann bitte am Ausgang noch
einen guten und mindestens 1000 yF großen
Kondensator parallel schalten, dann besteht
sicher kein Problem. Aber ein 400 Watt Netzteil
genügteigentlich immer. Bei Closed Loop
bitte 500 Watt kaufen.
Ein
Netzteil zum "Geschenktpreis"
sehen Sie hier
oder direkt https://www.pro-tos.de/shop/Netzteile/Netzteil-SP-48V-10A-113.html
Ein
Test der Stromaufnahme bei meinen
Steuerungen ergab (mit einem True-RMS-Amperemeter
für > 700 Euro gemessen):
3
Achsen in Vollast mit 55 Volt Netzteil,
DM856 Endstufen und 5 Amp. Motoren bei 4,9
A Endstufeneinstellung = 5,2 A Verbrauch
3
Achsen in Vollast mit 40 Volt Netzteil,
DM556 Endstufen und 5 Amp. Motoren bei 4,9
A Endstufeneinstellung = 5,0 A Verbrauch
Der "echte"
Stromverbrauch einer Leadshine-Endstufe liegt also
bei etwa 35 % des eingestellten Motorstroms
(Chopper-Betrieb).
Ein 6,7 Ampere Netzteil ist ja gut, aber bei
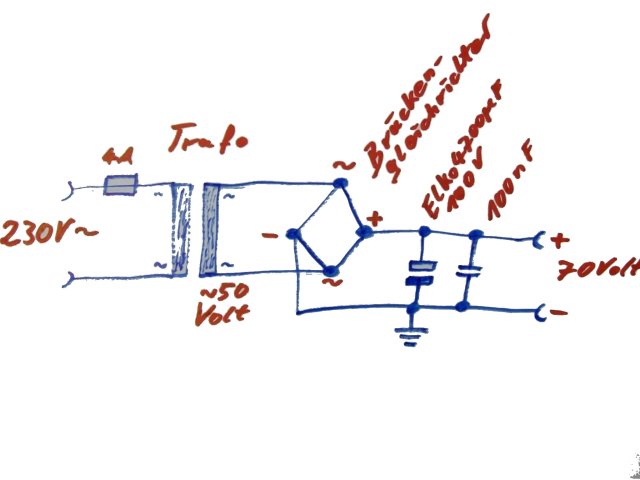
3D zumeist etwas knapp bemessen (aber es funktioniert natürlich). Besser ist, sich einen Ringkerntrafo mit
etwa 300 Watt Leistung zu kaufen (dieser ist kurzfristig auch zu 50 %
überlastbar „kleiner k-Wert“), diesen über einen Brückengleichrichter auf einen
minimal 4700 yF Kondensator zu schalten. Pro Ampere Strom etwa 1000 yF (Faustformel). Auch müssen Sie zu einem so starken Kondensator noch
mindestens einen 100 nF bis 220 nF Kondensator parallel schalten (Entstörkondensator
für sehr hohe Frequenzen, da ein Elko keine hohen Frequenzen durch seinen hohen
L-Anteil (Verhalten einer Spule) beherrscht). Solche Kondensatoren
sollten Sie immer von Plus und auch von Minus des Netzteils nach PE Ihrer Maschine machen,
wenn Sie den Minus des Netzteils nicht auf
Masse der Fräse legen
(diese schließen die hochfrequenten Impulse der Spannungsversorgung oder
Rückwirkung der Motore kurz und bedämpfen (vernichten) diese). Oder Sie
schalten Minus vom Netzteil direkt auf Masse (Aluaufbau) Ihrer gesamten
Maschine (inkl. PE-Anschluss, den Sie ja so wie so an den leitenden Teilen der
Maschine anschließen müssen – ist Vorschrift! Dann genügt ja ein 100 nF bis
220 nF Kondensator
von Plus auf Minus).
Besser noch, Sie geben einen PA
(Potentialausgleich) auf die Aluteile Ihrer Fräse. Bei Firmen ist das
ja vorgeschrieben. PA ist z.B. ein Anschluss an das Kupferrohr der Heizung –
besser noch, ein Kabel zum Fundamenterder Ihres
Hauses (etwa 6
bis 10 qmm Kupferleitung). Bei Fragen > einfach fragen >
01799171232 - immer.....
|
|
Die neuen
Endstufen
DM556 sind ja für 50 Volt Netzteilspannung gebaut ( ältere, aber baugleiche DM556
halten nur 45 Volt aus - Vorsicht bei gebrauchten
Endstufen!!! ), somit steht dem Betrieb mit
einem 48 Volt Netzteil nichts mehr im Wege – denkt man. Aber durch
Rückwirkungen der Motore (Generatorwirkung beim schnellem Bremsen usw.) können
da sehr schnell über 50 Volt entstehen. Darum kaufen Sie lieber 80 Volt
Endstufen, auch mit 48 Volt Netzteilen. Dann sind Sie auf der sicheren Seite
und wissen, dass Ihre Steuerung „ewig“ läuft. Auch können Sie dann die Spannung
"mit gutem Gewissen" am Netzteil
noch etwas höher einstellen (50 Volt oder
mehr, aber achten Sie auf die Bauart des
Netzteils, ob die Regelung diese Spannungserhöhung
auch verkraftet - Verkäufer fragen!).
Mit 80 Volt Endstufen DM856 und einem Trafo mit etwa 48 Volt
Wechselspannung haben Sie dann Leistung ohne Ende (48 Volt Wechselspannung gleichgerichtet
ergeben etwa gute 68 Volt Gleichspannung). 50 Volt Wechselspannung ist aber
"oberste Latte", das sind dann 70 Volt Gleichspannung
und im Leerlauf noch etwa 6% mehr. Bleiben Sie lieber bei 48 Volt Wechselspannung
am Ausgang des Trafos!
Fragen Sie einfach den „freundlichen Elektrofachmann an der
Theke Ihrer Kneipe“, denn über 40 Volt dürfen Sie als Nichtfachmann ja nicht
arbeiten. Aber so ein Netzteil ist echt gut und auch günstig zu erstellen. Den
Brückengleichrichter bitte auf einer Metallfläche befestigen,
wegen der Kühlung.
Ein
Trafo wie z.B. http://www.conrad.de/ce/de/product/710614/
mit 2 * 24 Volt in Reihe geschaltet geht
natürlich auch. 48 Volt mal 1,414 = am Ausgang
des Kondensators fast 68 Volt und die Leistung
reicht sicher auch aus. Mit 68 Volt sind
Sie schon auf der sicheren Seite und auch
noch sicher vor Überspannungen durch Rückwirkung
der Motore. Eine gute Lösung mit viel Power
(andere Firmen bieten solche Trafos sicher
noch günstiger an - einfach suchen...).
Sie müsen die beiden Ausgänge mit 24 Volt
aber in Reihe schalten Info > http://www.hobby-bastelecke.de/bauteile/trafo_wicklungen.htm
Wenn
ein Motor im Vollschritt z.B. 4 Ampere verträgt,
dann können Sie diesem Motor im Mikroschritt
4 Ampere * 1,414 = 5,6 Ampere "aufbürden"
- wenn es ein guter Motor ist......
|
|
|
Mit
Schaltnetzteilen geht die Spannungsversorgung
natürlich auch (nur zur Info - keine Empfehlung):
Bei den 80 Volt Endstufen DM856
genügt ja ein normales 60 Volt Netzteil mit nur 6 Ampere
für drei Achsen nicht mehr (meine Meinung). Entweder Sie kaufen ein
10 Ampere Netzteil, oder Sie schalten zwei 6 Ampere
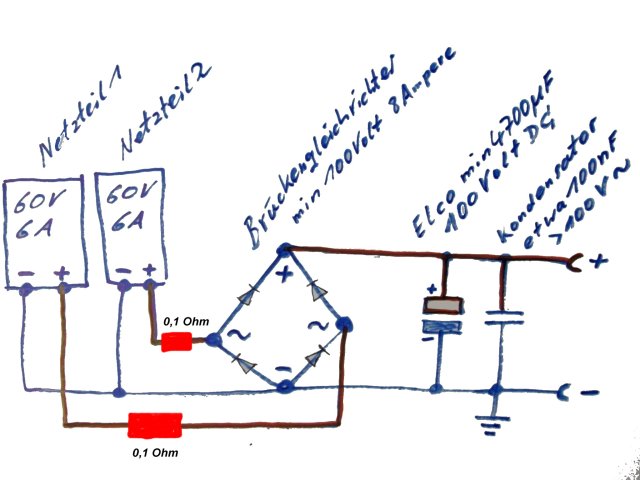
Netzteile zusammen. Wenn
Sie so wie rechts im Bild arbeiten, nehmen Sie dünne
und lange Leitungen für die Verbindung vom Netzteil
zum Brückengleichrichter (etwa 0,5 qmm Klingeldraht,
der hat pro Meter einen Widerstand von 0,04
Ohm und somit bei 6 Ampere einen Spannungsverlust
von 0,24 Volt). Oder Sie verbauen Widerstände
wie unten gezeigt. Je einen Widerstand
mit 0,1 Ohm und minimal 5 Watt Leistung in die Plus-Leitung
zum Gleichrichter.
Aus
"Profi-Sicht" würde ich Ihnen
aber empfehlen, bei einem starken Netzteil
zu bleiben. Zwei Netzteile können Ihnen
sehr viel Ärger machen und das muss bei
den heutigen, kleinen Preisen für Netzteile
nun wirklich nicht sein.
|

|
|
Wenn Sie die Möglichkeit haben,
stellen Sie beide Netzteile auf genau die gleiche Spannung
ein (etwa 61 bis maximal 63 Volt). Klopfen Sie nach
dem Einstellen immer wieder mit dem Schraubenzieher
auf das Netzteil, damit sich das Potentiometer "ausrichtet"
und dann wieder genau einstellen usw..
Warum?
Solche geregelten Netzteile arbeiten eigentlich sehr
genau und das kann zum Problem werden. Liegt die Ausgangsspannung
eines Netzteils nur 0,3 Volt über der Spannung des zweiten
Netzteils, wird natürlich nur dieses Strom liefern (wie
bei zwei Wasserleitungen, wo eine einen höheren Druck
hat). Wird aber immer mehr Strom benötigt, wird dieses
Netzteil überlastet und das zweite Netzteil kann nicht
helfen (seine Spannung ist ja um 0,3 Volt zu gering).
Es wird also immer nur das Netzteil mit der höheren
Spannung arbeiten. Im schlimmsten Fall wird dann das
Netzteil mit der höheren Spannung abschalten (wegen
Überlastung) und dann fällt die ganze Last auf das zweite
Netzteil mit der geringeren Spannung - dieses wird natürlich
dann auch überlastet und abschalten. Darum die Widerstände,
diese passen die Spannung bei Belastung an (durch den
Spannungsverlust über dem Widerstand; Strom *
Widerstand = Spannung) und somit arbeiten
immer beide Netzteile. Aber mehr wie etwa 0,2 bis 0,3 Volt können
diese Widerstände auch nicht ausgleichen. Darum stellen
Sie die Spannung beider Netzteile bitte sehr genau ein!
|
|
|
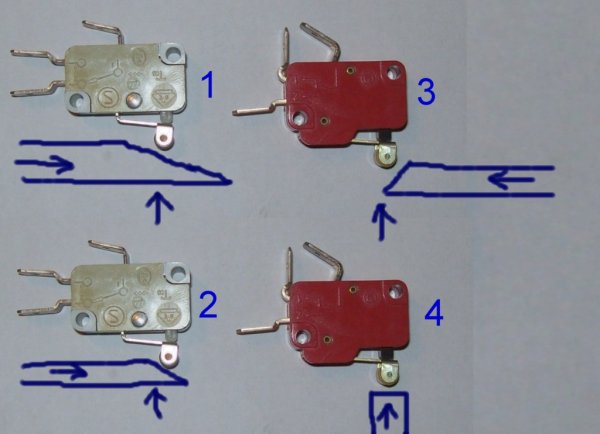
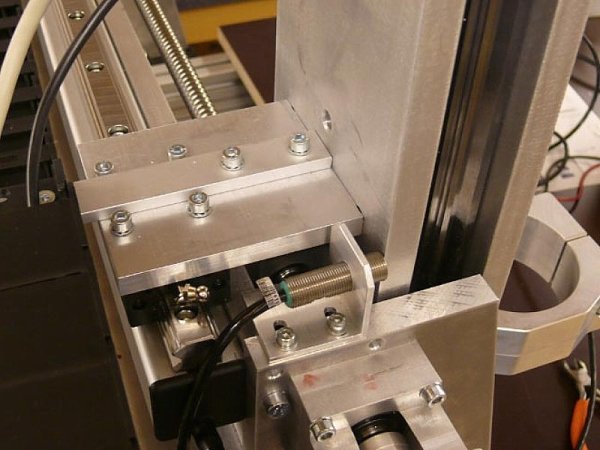
Wie betätige ich die Schalter. Betrachten Sie mal Bild 1 und
Bild 2. Der Unterschied ist die Schräge der Betätigung. Die Betätigung 2 ist
dreimal so genau wie die Betätigung in Bild 1. Der Winkel ist steiler und so
haben Sie bei wenig Weg der Achse eine große Betätigungsstrecke (maximal 60
Grad!). In Bild 3 wird im
Schaltergegenlauf betätigt, das ist nicht so günstig, da sich die Schaltfahne
des Schalters verkanten könnte und der Schalter würde zerstört. Genau wie die
Betätigung in Bild 4, so etwas ist absolut tödlich!!! Einmal zu weit gefahren
und der Schalter ist zerstört. Auch
können Sie bei dieser Anordnung nicht in den Minusbereich fahren,
was manchmal nötig ist.
|
|
|
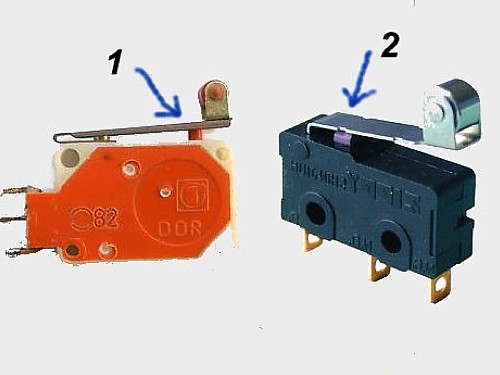
Der mechanische Aufbau der Betätigung ist sehr wichtig. Der
Schalter links (1) hat einen sehr kleinen Schaltweg, darum ist die
Schaltgenauigkeit sehr hoch. Der Schalter rechts (2) hat eine lange
Schaltfahne und einen sehr großen Betätigungsweg. Achten Sie immer
darauf, dass die eigentliche Schalterbetätigung so nahe wie möglich
an der Rolle stattfindet oder direkt unter der Rolle ist (wie bei
den Schaltern im Bild oben). Die Wiederholgenauigkeit eines guten
Schalters liegt bei 1/8 Mikroschritteinstellung der Steuerung zumeist
unter 5 ym (0,005 mm). Über längere Zeit wird sich aber der
Nullpunkt verändern, wie bei allen mechanischen Systemen.
|
|
|
Beachten Sie bitte, dass Mikroschalter ein gewisses
„Setzungsverhalten“ haben. Diese sind ja mechanisch und deren Betätigung auch
und somit wird sich im Lauf der Zeit der Schaltpunkt verändern. Wenn Sie also
einen festen X/Y-Anschlag machen, so prüfen Sie dessen Nullpunkt mindestens
alle drei Monate nach. Fahren Sie an diesen Anschlag, der ja Null darstellt,
plus halben
Fräserdurchmesser und prüfen Sie, ob da alles noch stimmt. Die
Wiederholgenauigkeit eines Schalters sagt ja nur zu dem Zeitpunkt der Prüfung
etwas aus, aber nicht über längere Zeit gesehen. Was ist die Alternative zu
mechanischen Schaltern? Es sind Initiatoren, die aber geschützt angebracht werden
sollten und es sind Reedschalter und Lichtschranken. Diese Lichtschranken
halten die Position des Schaltvorgangs natürlich für immer in etwa genau, wenn
die Maschine mit guten Führungen aufgebaut ist. Reedschalter sind auch sehr genau, aber nicht geeignet bei
hohen Temperaturänderungen im Raum. Am besten sind
Laserlichtschranken ( deren Betätigungselement oder Fläche „geputzt“ wird – mit
einer kleinen Bürste frei von Spänen gehalten wird ). Es gibt auch gute
Gabellichtschranken am Markt, die z.B. bei fast allen Druckern oder Plottern
eingebaut werden und hoch genau schalten. Leider hat sich noch keine Firma die
Mühe gemacht, diese auch in ein vernünftiges Gehäuse einzubauen, oder diese
sind viel zu teuer. Wenn Sie Holz
oder Kunststoff fräsen, so achten Sie bitte bei den Initiatoren darauf, dass
diese nur bei Metall schalten.
|
Grundstellungsabfragen und
Endschalter der Maschine:
Initiator:
(Ein Initiator im
technischen Sinn ist ein Schalter, der berührungslos arbeitet und auf Material
reagiert.)
Aufbau und
Wirkungsweise:
Der
Näherungsschalter ist ein elektronischer Befehlsgeber. Grundsätzlich
unterscheidet er sich von einem mechanischen
Grenztaster dadurch,
dass er schon bei Annäherung, also berührungslos, schaltet und elektronisch,
also kontaktlos, arbeitet.
Da keine verschleißbaren mechanischen Teile wie
Betätigungsorgane und Kontakte vorhanden sind, ist die Lebensdauer
praktisch unbegrenzt. Kontaktabbrand und durch Umgebungseinflüsse
hervorgerufene Kontaktverschmutzungen können
nicht
auftreten.
Der elektronische Näherungsschalter arbeitet geräuschlos, prell-
und rückwirkungsfrei. Er ist unempfindlich gegenüber
Erschütterungen. Es gibt keine unsichere Kontaktgabe, wie sie bei
mechanischen Schaltelementen durch zu langsame
Betätigung, zu
geringen Schaltstrom usw. auftreten kann. Eine Kontaktwanderung bei Schalten von
Gleichstrom ist
ausgeschlossen.
Der
Oszillator des induktiven Näherungsschalters erzeugt mit Hilfe der im offenen
Schalenkern liegenden Spule ein
hochfrequentes, magnetisches
Wechselfeld, das an der aktiven Fläche austritt. Wird in diesem Feld ein
elektrisch leitendes
Material (zum Beispiel Metall)
gebracht, so entsteht eine Induktionswirbelspannung. Der fließende Wirbelstrom
entzieht
dem
L-C-Schwingungskreis (Spule-Kondensator)
Energie. Die Belastung des Oszillator-Schwingungskreises bewirkt eine
Verkleinerung der Schwingamplitude. Der Oszillator ist
bedämpft.
Die Verkleinerung der Amplitude wird von der nachgeschalteten
Elektronik in ein eindeutiges elektrisches Signal
umgewandelt.
Hierdurch wird der Schaltzustand des Näherungsschalters geändert.
Wird das
elektrisch leitende Material aus dem Wechselfeld entfernt, so vergrößert sich
die Schwingungsamplitude wieder
und über die Elektronik wird
der ursprüngliche Schaltzustand des Näherungsschalters wieder hergestellt. Der
Oszillator
ist unbedämpft.
|
Die Näherungsschalter reagieren natürlich auch auf
Späne und Verunreinigungen, die beim Fräsen entstehen. Der Initiator muss darum
immer an einer sauberen und geschützten Stelle angebracht werden. Auch
Temperaturänderungen können das Schaltverhalten beeinflussen (gute Ware ist
temperaturkompensiert, aber auch sehr teuer). Diese Art der
Abfrage ist sicher nicht genauer, wie ein guter Mikroschalter an der
Achse, da fast alle Anwender nur China-Gelumpe für 4 bis 10 Euro kaufen. Ein
guter Sensor (Ini) kostet sicher über 40
Euro. |
 
|
- Induktiver Näherungsschalter: Sie reagieren
sowohl bei ferromagnetischen als auch bei nichtmagnetischen aber
metallischen Gegenständen auf das Auftreten eines
Wirbelstrom.
- Kapazitive Näherungsschalter: Sie reagieren auch
auf nicht elektrisch leitende Werkstoffe.
- Magnetische Näherungsschalter (z. B.
Reedschalter oder Reedkontakt ) reagieren
auf ein Magnetfeld.
- Optischer Näherungsschalter: Sie reagieren auf
Lichtreflexion.
- Lichtschranke: Lichtschranken werten die
Unterbrechung eines Lichtstrahles aus.
- Ultraschall: Näherungsschalter werten die
Reflexion eines Ultraschallsignals an einem Hindernis aus.
- Elektromagnetische
Näherungsschalter, bei denen Annäherung die Schwingfrequenz von Schwingkreisen
ändert.
Sie reagieren sowohl auf
leitende als auch auf nicht leitende Werkstoffe.
- Anschluss: Pin 1 br = + / Pin 3 bl = Minus
/ Pin 4 sw = geschaltet bei Signal ein / Pin 2 ws = geschaltet bei Signal
aus
Seit 2005 ist bei Pin 3 statt blau
auch die Farbe Grau zugelassen.
Normale Mikroschalter sind eigentlich sehr genau.
Wichtig ist, dass über die Kontakte auch genügend Strom fließt.
Wird ein Mikroschalter an einer elektronischen Schaltung
betrieben, so sollte ein weiterer Belastungswiderstand
(etwa 1
bis 2,7 kOhm - je nach Betriebsspannung der Schalter) am Ausgang gegen Masse angeschlossen werden, da
sonst die Kontakte mit der Zeit hochohmig werden (etwas Stromfluß muss schon sein, denn elektronische Eingänge von
Steuerungen ziehen fast keinen Strom).
|
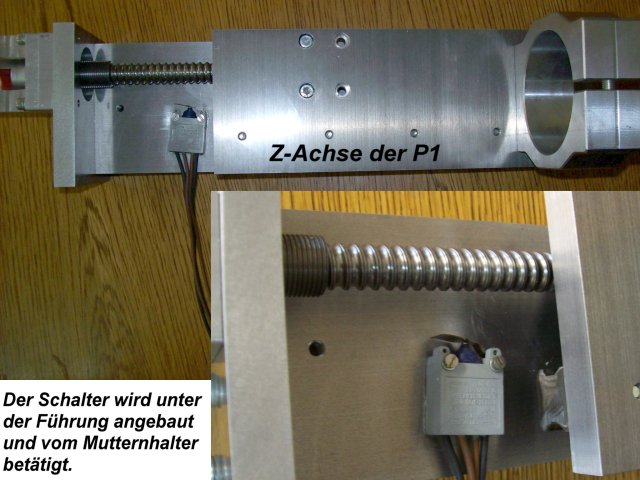
Ein Vorschlag für die Anbringung
des Position-Null-Schalters in der Z-Achse. Rechts die Z-Achse der
früheren P1, aber auch bei der neuen P2 können Sie das so machen. Der Schalter
wird von der Halterung der Kugelgewindemutter betätigt (geht natürlich
auch mit Trapezgewindemutter).
|
|
|
Wenn Sie den Nullpunkt
mit Initiatoren abfragen, so sollten Sie immer an einer Kante abfragen,
wie bei den Bildern rechts. Auch kann die Maschine bei der Nullpunktsuche
den Ini "überfahren" und es entsteht keine Kollision mit
dem Initiator. Die Löcher für die Schraube zur Ini-Betätigung werden
in Zukunft nicht mehr gemacht. Es ist besser an einer Kante der
Mutter oder an der Linearführung selbst den Nullpunkt abzufragen
(Ini = Initiator).
|
|

|
|
Die Funktion
der Schalter z.B. bei PC-NC:
Die Maschine fährt zum Nullpunkt und drückt den Schalter.
Je nach Geschwindigkeit überfährt dann die Maschine diesen Punkt und dann fährt
sie in die andere Richtung, bis der Schalter wieder frei wird. Es ist also nicht
das erste Betätigen des Schalters, das den Nullpunkt anzeigt, sondern das wieder
den Schalter freigeben. In diesem Fall wird also z.B. in diesen Achsen die Maschine
weitere 5 mm über den Schaltpunkt hinausfahren, was bei direktem Anfahren des Schalters (oberes
Bild Nummer 4)
dessen Zerstörung zur Folge hat.
Noch mal der Ablauf. Die Maschine fährt den Schalter schnell an und
merkt bei dessen Betätigung, dass dort der Nullpunkt sein müßte. Je nach
Geschwindigkeit und eingestellter Rampe stoppt die Maschine über dem betätigten
Schalter (was bis zu 5 mm weiterer Verfahrweg sein kann). Dann fährt die
Maschine in die andere Richtung ganz langsam, bis der Schalter wieder
freigegeben wird. Erst dieses Schalten zeigt der Steuerung den echten Nullpunkt
an. Schnell anfahren (Eilgeschwindigkeit) - dann überfahren (je nach Rampe kommt
die Maschine zur Ruhe) - dann wieder langsam freifahren (je langsamer, desto
genauer wird der Nullpunkt). Darum muss jeder Schalter überfahrbar sein, ohne
dass er dabei zerstört wird. Der Schalter schließt und dann beim Öffnen wird
der Nullpunkt gespeichert.
|
Wo kaufen
Sie Kabel usw. günstig ein? Z.B. bei der Firma Conrad
Elektronik. www.conrad.de Die Motorkabel sollten abgeschirmt sein was CY aussagt,
auch sollten diese flexibel sein was FD aussagt, 4G0,75 bedeutet 4 Adern mit je
0,75 qmm Querschnitt.
Das ist z.B. die Bezeichnung eines solchen Kabels
für den Motor :
STEUERLEITUNG
ÖLFLEX® FD 810 CY 4G0,75 (mit
4G0,5 laufen die Motore natürlich auch)
Für die Schalter braucht das Kabel nicht abgeschirmt sein
z.B.:
STEUERLEITUNG
ÖLFLEX®FD CLASSIC810 3G0,5 (mit
4G0,5 bzw 5G0,5 können auch alle Schalter in einem Kabel geführt
werden)
Als Schalter können Sie jeden guten Mikroschalter mit Rollenhebel usw.
nehmen z.B.
Conrad Bestellnummer 704679-29
Kabelschlepp
usw. gibt es auch bei Conrad. Der Mikroschalter
von Conrad: > hier ein
super Schalter
|
|
Die P3-Cobra für Firmen muß natürlich im Industriestandard
aufgebaut sein. Extra 24 Volt Steuerspannung ist Pflicht
bei Endstufen und Netzteilen > 48 Volt.
EMS darf natürlich nach den geltenden Vorschriften (VDE, BGV,
CE) Steuerungen erstellen und vertreiben, aber solche „Profiaufbauten“ kosten
für Modellbauer einfach zu viel Geld. Darum werden solche Steuerungen und deren
Aufbau hier auf dieser HP nicht angeboten. Das Hauptproblem stellt die „HF-Dichtheit“
dar (abgeschirmte Gehäuse, Verteilerdosen und Steckverbindungen, abgeschirmte
Leitungen und Verschraubungen, durchgehende Erdung der Maschine (PA) usw. usw.
Auch müssen alle Sicherheiten nach BGV berücksichtigt werden
usw. usw. Darum vertreibt EMS keine Steuerungen, da alle diese Vorschriften zum
günstigen Preis einfach nicht eingehalten werden können und wenn Sie die Verdrahtung Ihrer Maschine (mit
CE-Steuerung) selbst machen,
erlischt die CE-Zulassung ja auch.
Lesen
Sie einfach mal diese CE-Erklärung durch, zur Klarstellung,
dann dürfte Ihnen alles klar sein > CE .pdf
|
|
|
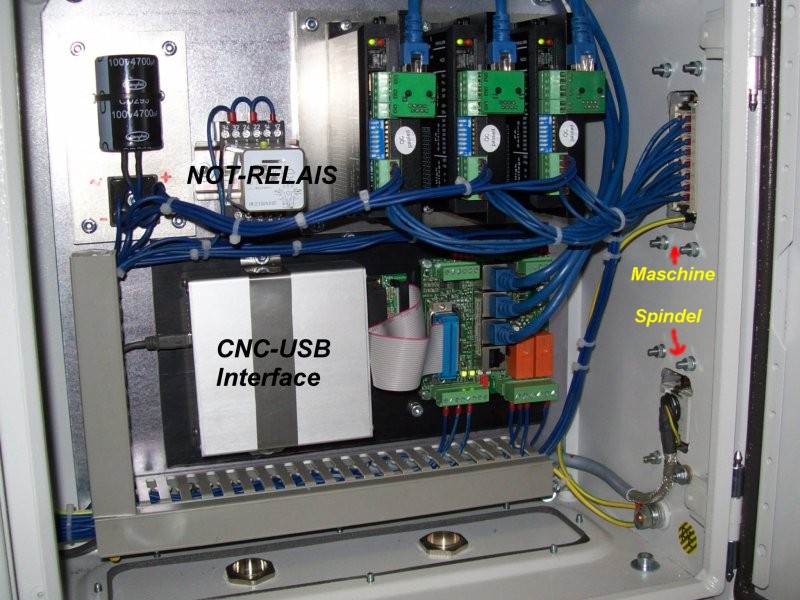
Das ist nun die endgültige Steuerung dieser P3-Firmenfräse. Die beiden
60 Volt Netzteile werden über Dioden (Brückengleichrichter)
auf einen Kondensator mit 4700 yF gekoppelt und liefern
die Power für die drei DM8056 Endstufen. Das
Not-Relais ist notwendig, da bei undefiniertem Zustand
die beiden Relais der Interfaceplatine
einschalten. Darum ein "Stop" der
Spindelsteuerung bei undefiniertem Zustand der Steuerung.
Beachten Sie bitte den Punkt links
vom HAN 16 Stecker im Gehäuse, wo die Leistung zu den
Schrittmotoren geführt wird. Die Ansteuerung der Endstufen
und die Schrittmotorleitungen sind in etwa 90 Grad
versetzt geführt und solch kreuzende Leitungen strahlen sich gegenseitig keinen „Schmutz“ ein. Wenn Sie die Kabel der Leistung
und Steuerung parallel verlegen, kann es
zu Störungen zwischen diesen Drähten kommen. Also 230 Volt Leitungen und auch
die Leitungen für die Antriebe immer mit Datenleitungen kreuzen und nicht
parallel oder im Bund bzw. Kabelkanal verlegen (mit Schirmung geht das ja noch,
aber ohne Schirm entstehen Probleme).
Ein Stecker an der Steuerung genügt ja, um alle
Schittmotore und Schalter auf eine andere Fräse umzuleiten. Ein
HAN 16 Stecker (16 Pin`s von der Firma Harting). 3 x 4 Pin`s für
die Motore, eine Sromzuleitung für die Schalter und drei Rückmeldungen
der Schalter sind genau 16 Pin`s. Die Abschirmung kontaktiert der
Schutzkontakt des Steckers.
Solche Stecker erhalten Sie bei >> http://www.stecker-express.de/
|
|
Ein
Kunde fragte wie es möglich ist, mit einem
16-poligen Stecker eine Fräse mit Initiatoren
zu versorgen. Hier die Lösung:
Wenn Sie geschirmte Kabel verwenden oder die Verbindung der Achsen mit einem Kabel machen (Minus (Masse) aller Achsen mit einem Kabel verbinden (Tischachse mit X-Achse und dann weiter zur Z-Achse mit einem Draht
auf die Aluteile) können Sie den Minusanschluß von jedem Teil der Fräse beziehen.
Verbinden Sie den Minus des Netzteils mit
den Gehäuseteilen der Steuerung und mit
allen Aluteilen der Fräse (der PE der Versorgung
(230 Volt vom Netz) ist dann auch dabei).
Dann haben Sie eine sichere Masse an der
gesammten Fräse und einen sicheren Bezug
des Minus-Pols für z.B. Initiatoren. Auch
haben Sie dann weniger HF-Strahlung der
Fräse, da alle Teile mit dem PE verbunden
sind - ist nicht nur besser, sondern auch
Vorschrift nach VDE. Also drei Motore mit je 4 Leiter ist 12 Anschlüsse. Drei Sensoren mit einmal Plus durchgeschleift zu allen Sensoren und drei mal Ausgang der Sensoren ist 4 Anschlüsse - Minus haben Sie ja dann von allen Teilen (Aluteile) der Fräse. 12 plus 4 Anschlüsse sind also 16 Anschlüsse.
|
Sie wollen in G-Code programmieren? Dann ist das die
ideale Lernseite (Sehen Sie sich die Befehle mal an, ist sehr einfach). Auch
können Sie dann Ihr Fräsprogramm lesen und entdecken
mögliche Fehler sehr schnell: http://www.mf-soft.de/cnc1/didakt2/einfuehr.htm
Frage: Ist
die Maschine CE-konform?
Was Sie privat im Keller mit Ihrer
Fräsmaschine machen ist Ihre Sache. Wenn Sie aber eine Fräse gewerblich
betreiben, müssen Sie die Vorschriften der Berufsgenossenschaft
und des TÜV einhalten. Ich habe Ihnen diese unten als .pdf zusammengestellt,
was einer CE-Erklärung entspricht. Wenn Sie einen Fräsenbausatz
bei mir erwerben, so müssen Sie zwangsläufig die Maschine fertig
stellen und somit erlischt die CE-Erklärung, da Sie ja Änderungen
an der Maschine vornehmen. Darum ist eine CE-Erklärung für einen
Bausatz eigentlich Quatsch, da diese immer durch die Fertigstellung
der Maschine erlischt. Lesen Sie sich die pdf-Datei mal durch, dann
wissen Sie was Sache ist. Auch solche kleinen Fräsen sind sehr gefährlich.
Ein 8 mm Fräser mit 15000 U/min geht durch Ihre Hand wie ein Messer
durch Butter!
Gefertigt nach Maschinen-Richtlinie (2009/127/EG 2009(93/37/EWG 2006/42/EC) > als .pdf
WinPCNC-Grundeinstellungen sehen Sie hier: http://www.cnc-modellbau.net/winpc-nc-anleitung/index.html
Geschwindigkeiten
und Größe der Maschine usw. bitte auf Ihre Fräse anpassen (auch
den Weg der Achse pro Schritt des Motors!).
Infos über Estlcam und Chinaspindeln
>> http://www.estlcam.de/chinaspindel.php
Mehr Wissen und allgemeine Sachen über CNC-Maschinen: hier
|

